Saját porszóró berendezésünkkel cégünk rövid határidővel vállalja alumínium felületek porszórását. A megrendelő Ral színskálából választhat igényeinek megfelelő színt, de nagyobb megrendelés esetén lehetőség van egyedileg kevert szín előállítására is.

















Szolgáltatás leírása
Előkészítést vegyszeres merülő fürdőben végezzük. A felületet zsírtalanítással megtisztítjuk és a tökéletes tapadás előkészítését végezzük el. Szükség szerint szemcseszórást is alkalmazunk.Majd a por állagú, műanyag alapú festéket egy speciális porfestő ( GEMA) pisztollyal a felületre juttatjuk , ezt követően a port a beégető-kemencében a felületre égetjük.
A legnagyobb porszórható munka darab mérete: 4 000 x 1 700 x 800 mm. Készáru ellenőrzése, igény szerinti csomagolása.
Kérjen ajánlatot!
Németh Zsolt reklám üzletág igazgató - Email: Ez az e-mail-cím a szpemrobotok elleni védelem alatt áll. Megtekintéséhez engedélyeznie kell a JavaScript használatát.
Miért válasszon bennünket?
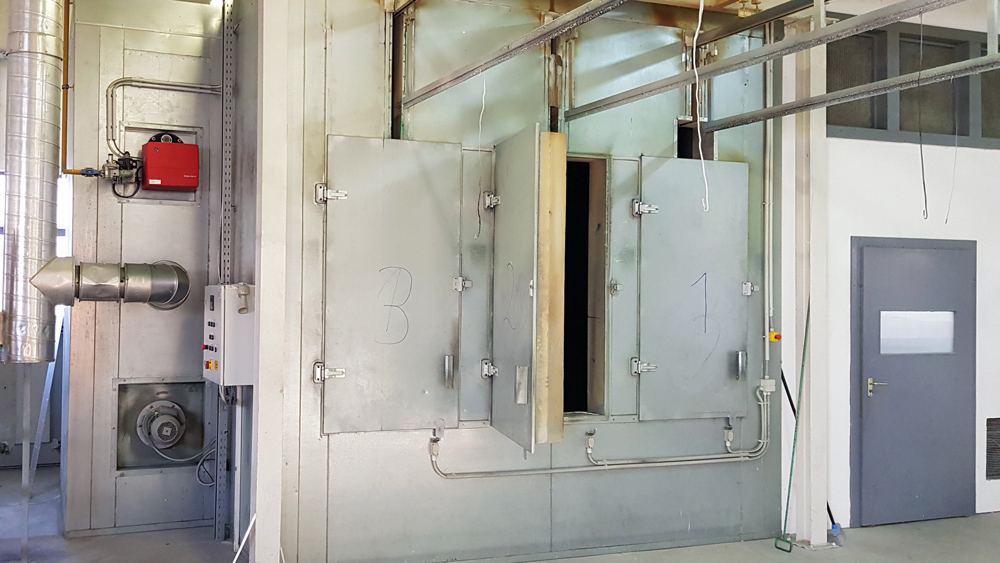
A porfestést a vevői igények maradéktalan kielégítésére megtervezett és kialakított festőüzemünkben végezzük.
Popular Questions
Hol használható?
Alkalmas minden fémfelületre, így a legkeresettebb bevonatnak számit a fémiparban, gépiparban, élelmiszeriparban és egészségügyben. Kiváló korrózióvédelmet nyújt.
Milyen felületetek alkalmasak a porfestésre?
Mivel a porfestés technológia az elemi részecskék elektrosztatikus feltöltődésén és az ellentétes pólusú récsecskék egymáshoz való vonzódásán alapszik, az eljárást elsősorban olyan felületek esetében alkalmazhatjuk, melyek vezetik az elektromosságot.
A technológia hátrányai
- az technológia nem alkalmazható előkészítetlen felületen, mivel a porfesték nem tapad meg a szennyezett, rozsdás vagy egyenetlen fémen
- a kezelhető terület méretét behatárolja a porfestő kabin mérete
- csak olyan munkadarabon alkalmazható az eljárás, amely nem deformálódik el vagy sérül a beégető kemencében uralkodó magas hőmérséklettől
Milyen felület érhető el elektrosztatikus porszórás alkalmazásával?
Elektrosztatikus porfestéssel a RAL színskála szerinti összes szín elérhető az alábbi változatokban:
Jellege szerint: a.) kültéri, b.) beltéri
Fényesség szerint: a.) matt, b.) selyem, c.) fényes
Felülete szerint: a.) sima, b.) finomstruktúr, c.) struktúr (dombor)
Milyen színű lehet?
A technológia a RAL színeket tudja fényes, selyem, matt, dombor , effekt hatásokkal is. Továbbiakban elérhetők még: fémhatások, neon színek, króm felületek, antik bevonatok, valamint hőálló és vegyszerálló bevonatok.
A porszórás technológiája
Felűletelőkészítés: Fémfelület tisztítás vegyi kezeléssel, vagy mechanikus homokszórással történik. A vegyi kezelésnél a zsírtalanítást követően a tapadás fokozása érdekében foszfát réteget képeznek a felületen 1-3 mikron vastagságban.
Porszórás: A megtisztított fémfelületre speciális porszóróval egy kabinban a hideg letestelt fémfelületre felszórjuk a műanyagalapú porfestéket, mely a sztatikus feltöltődés következtében megtapad a felületen. A sztatika változtatásával a megtapadt réteg szabályozható.
Beégetés: Konvekcíós vagy légkeveréses kemencében a porszórt elemeket 160-180 C közötti hőtartományban 15-20 perc időtartammal ráolvasszuk a fém felületére.
Az így kapott visszahűlt felület 50-70 mikron rétegvastagságnak felel meg. Ezt a réteget növelni lehet alapozással, dupla porszórással, meleg fémfelülettel akár 150-250 mikronig.
Lapozza át bemutatkozónkat
Rövid képs bemutatkozó anyagunk reklámüzletágunk egyik kiemelkedő tevékenységéről, melyben cégünk által gyártott töltőállomásokat mutatjuk be.

